Nanotechnology boosts traditional industries such as paints
In the process of processing wide and thick plate cooling bed rollers, our company has a roller diameter of 115mm, a length of 4 700mm and a length to diameter ratio of 1:40. It is a typical slender shaft and it is difficult to process. The shaft material is 45 steel, quenched and tempered, the hardness is 230-270HBW, the coaxiality after processing is less than 0.2mm, and the precision grade is 8. The most critical problem in machining the roller is to prevent the workpiece from bending and deforming and to ensure the straightness of the workpiece.
1. Preparation before processing
Before processing, the blank must be straightened, the bending degree should not be more than 3mm, and the normalizing heat treatment should be performed after cold straightening to eliminate internal stress and improve cutting performance.
2. Take a reasonable method of clamping
When the rough car is used, a clip and a top clip are used, and the center frame is used as an auxiliary support. When the car is finished, two top clamps are used for the workpiece processing method, and the tool holder is used to increase the rigidity.
(1) Reasonable use and adjustment of the center frame The three supporting claw arcs of the center frame should conform to the outer diameter arc of the workpiece. In the low speed operation, each supporting claw maintains the same small gap with the outer circumference of the workpiece, and the gap is uniform. Spring-assisted support under the bakelite claws in semi-finishing vehicles to achieve uniform force on the workpiece and reduce workpiece runout during cutting. Always pay attention to adjusting the tightness of the jaws and adding lubricating oil during use to prevent excessive heat and reduce wear.
(2) When using the tool holder to rotate the roller correctly, it is best to use the three-jaw tool holder. Because the tool holder with three supporting claws can make the workpiece move up and down and front and rear, the turning is stable and the vibration is not easy. . When using the tool holder, it must be noted that the support claws should be loosely supported on the workpiece. If it is too loose, it will not improve the rigidity. If it is too tight, it will affect the shape accuracy of the workpiece. ". During the turning process, always check the tightness of the supporting claws and make the necessary adjustments. In addition, the curved surface of the support block on the three supporting claws should be properly ground to ensure good contact with the workpiece.
3. Reduce and compensate for thermal deformation of the workpiece
During turning, due to the influence of cutting heat, the workpiece gradually elongates with the increase of temperature.
The formula for calculating the elongation of thermal deformation is
ΔL=αLΔt
Where ΔL is the thermal deformation elongation (mm) of the workpiece; α is the linear expansion coefficient of the material (1/°C); L is the total length of the workpiece (mm); Δt is the elevated temperature of the workpiece (°C ).
It can be seen from the formula that the elongation ΔL is related to the total length L of the workpiece, and for a workpiece having a short length, the amount of thermal deformation elongation is small and negligible. However, since the workpiece is long and the amount of thermal deformation is large, the influence must be considered during processing.
(1) Filling the cutting fluid with sufficient cutting fluid during the turning process not only has the effect of cooling, but also prevents the workpiece from supporting the tool holder from rubbing the workpiece seriously, and also prolongs the service life of the tool, and ensures the surface precision of the workpiece. In the semi-finished and refined cars, the cutting area and the supporting claws should be poured with sufficient cutting fluid, and the lubricating oil or the rapeseed oil and the kerosene mixture can be cooled and lubricated, and the effect will be better.
(2) Using the elastic tip to compensate the thermal deformation of the workpiece If the general tip is used, since the distance between the two tips is constant, when the workpiece is heated and deformed during the process, the workpiece will be bent and deformed. If the elastic living tip is used, as shown in Fig. 1, the tip will automatically retreat when the workpiece is extended, thereby playing a role in compensating for the elongation of the workpiece, thereby reducing the bending deformation of the workpiece.

(3) Adopting the reverse turning method The use of the tool holder only eliminates the back-force force to “top bend†the workpiece, and has not solved the problem that the feed force will also “bend the workpieceâ€. After using the tool holder, the latter became the main contradiction. In order to eliminate and reduce the influence of the bending force on the feed force, the feed direction can be changed, that is, the feed direction is directed from the end of the chuck to the tailstock - reverse feed cutting (see Figure 2).
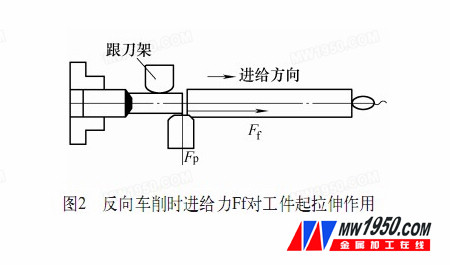
When reverse feed is used, the feed force F f straightens the cut portion of the workpiece, and the workpiece to be cut is supported and compensated by the elastic swivel tip at the right end. The workpiece is less prone to bending deformation and the workpiece can be processed to a higher degree. Accuracy and small surface roughness values.
4. Reasonable selection of tool parameters and cutting amount
The tool selection material is YT5, YT15 or YW series, the tool bar material is 45 steel, quenching and tempering, and the outer turning tool with the main declination of 75° or 93°. The turning tool adopts a large front angle to keep the turning tool sharp and reduce the radial component in turning to reduce the friction and heat of the turning tool and the workpiece. According to the selection principle of the front angle, take 15°~30°.
The rough finishing process should be carried out separately. When roughing, the cutting depth should be 1.5~2mm, the feed rate should be 0.3~0. 4mm/r, and the cutting speed should be 50~60m/min. When finishing the car, the cutting depth is 0.5 to 1 mm, the feed rate is 0.08 to 0.12 mm/r, and the cutting speed is 60 to 100 m/min.
5 Conclusion
Due to the poor rigidity of the workpiece itself, the force generated during turning and the large deformation due to heat are difficult to ensure the processing quality requirements of the roller. After the processing practice, if the above technical points are mastered, the processing problem of the roller will be solved, which not only guarantees Processing quality has also improved production efficiency and created greater benefits for the company.
PVC Prismatic Reflective Sheet
PVC Prismatic Reflective Sheet ,Diamond Grade Reflective ,Reflective Sheet Material ,Custom Reflective Signs
Reflective Safety Clothing Co., Ltd. , http://www.chinareflectivematerial.com